-
Телефон
+86-17349428198







Изоляционный инструмент производитель
Когда слышишь ?изоляционный инструмент производитель?, первое, что приходит в голову — это просто станки и штамповка. Многие заказчики, да и некоторые конкуренты, думают, что главное — это гнать объем. Но на деле, если копнуть, всё упирается в тонкости, которые с чертежа не снимешь. Например, состав композитного материала для рукояток или точность подгонки изолирующих втулок под высоковольтные испытания. Вот об этих нюансах, которые и отличают просто завод от нормального производителя, и хочется порассуждать.
Не только станки: где прячется реальная компетенция
Я много лет наблюдаю за рынком, и часто вижу, как компании, особенно новые, вкладываются в самое дорогое оборудование, а потом удивляются, почему продукция не проходит приемку. Дело в том, что ключевое звено — это не сам станок, а оснастка и технологи, которые его настраивают. Возьмем, к примеру, производство изолированных гаечных ключей. Можно купить современный пресс, но если матрицы для литья рукояток сделаны с допуском в полмиллиметра, то о какой стабильной диэлектрической прочности может идти речь? Тут как раз и видна разница между просто производителем и тем, кто в теме.
У нас на производстве был случай, связанный с одним заказом на партию изоляционных штанг для подстанций. Конструкция казалась простой — стеклопластиковый стержень с наконечниками. Но при первых же испытаниях на пробой по поверхности начались проблемы. Оказалось, что при склейке узлов попала микроскопическая пыль, которая создала проводящий канал. Пришлось полностью пересматривать процесс сборки в чистковой зоне, что, конечно, ударило по срокам. Но это тот самый опыт, который не купишь и не скачаешь из интернета.
Именно поэтому, когда смотришь на сайт компании вроде ООО Баоцзи Хуаюань Энергетическое Оборудование (https://www.bjhydlgs.ru), важно обращать внимание не на площадь цехов, а на упоминание о 16 сотрудниках в НИОКР. Это и есть намек на то, что предприятие, основанное в 2009 году, вероятно, прошло через подобные ?детские болезни? и теперь фокус смещен на технологическую проработку. Сильная техническая сила, заявленная в описании, — это как раз про таких инженеров, которые решают проблемы с пылью при склейке.
Материалы: самая частая точка отказа
Если говорить о провалах, то львиная доля неудач в нашем сегменте связана с материалами. Рынок завален дешевым стеклопластиком из непонятного сырья. Он выглядит так же, но его трагикомические свойства раскрываются либо в мороз, когда материал становится хрупким, либо при длительной нагрузке, когда начинается ?ползучесть? — инструмент потихоньку деформируется. Мы однажды, в погоне за экономией, попробовали работать с таким композитом от нового поставщика. Результат — возврат целой партии изоляционных клещей из Сибири: на морозе рукоятки покрылись сеткой микротрещин.
После этого мы выработали простое правило: любой новый материал тестируем не только по паспорту, но и в реальных условиях. Морозильная камера, камера с повышенной влажностью, циклы на изгиб. Это долго и не всегда укладывается в график, но дешевле, чем терять репутацию. Думаю, на их заводе в Баоцзи, с его изысканной технологией обработки, к подбору сырья подходят не менее скрупулезно. Без этого просто нельзя, особенно когда речь о безопасности людей на энергообъектах.
Кстати, о безопасности. Это не просто слово для сертификата. Недостаточная дугостойкость материала может привести не просто к поломке инструмента, а к серьезной аварии. Поэтому настоящий производитель изоляционного инструмента всегда держит в лаборатории не только приборы для механических испытаний, но и установку для проверки на дугостойкость. И данные этих испытаний — главный козырь в разговоре с техническим отделом заказчика.
Логистика и упаковка: неочевидная головная боль
Казалось бы, что сложного — отгрузить готовые изделия? Упаковал и отправил. Однако с изоляционным инструментом всё не так. Его нельзя просто бросить в коробку с полистирольными шариками. Любая царапина на изолирующем слое — потенциальное место пробоя. Особенно это критично для длинных штанг и штанг для оперативных переключений. Мы потратили немало времени, разрабатывая многоразовые транспортные чехлы с жесткими вставками и мягкой внутренней подкладкой.
Еще один момент — климатические условия при транспортировке. Если инструмент, рассчитанный на работу в умеренном климате, везти в тропический порт в контейнере, он может отсыреть, и его характеристики упадут. Приходится продумывать влагопоглотители и условия хранения на складе временного хранения. Это та самая операционная работа, которая никогда не попадает в красивые презентации, но без которой весь высокий технологический уровень меркнет.
Вот глядя на масштабы предприятия ООО Баоцзи Хуаюань с его годовым оборотом, можно предположить, что они экспортируют продукцию. А это значит, что свои логистические схемы и методы защиты изделий в пути у них уже давно отработаны. Возможно, даже лучше, чем у некоторых локальных игроков, потому что международные перевозки учат дисциплине очень быстро.
Взаимодействие с заказчиком: от чертежа до инструмента в руках
Идеальный процесс — когда заказчик присылает ТЗ, а ты через месяц отгружаешь идеальный продукт. В реальности так почти никогда не бывает. Часто в техническом задании есть нестыковки или требования, которые противоречат друг другу. Хороший производитель не молча делает ?как написано?, а инициирует диалог. Например, требуемая длина изолирующей части может быть избыточной для заявленного класса напряжения, что утяжелит инструмент и сделает работу электромонтера сложнее.
У нас был проект с одной сетевой компанией, где мы как раз настояли на пересмотре конструкции изолирующих подставок. По первоначальному эскизу получалась неразборная и очень громоздкая конструкция. Наши инженеры предложили модульный вариант, который собирался на месте. Заказчик сначала сомневался, но после испытаний и демонстрации удобства монтажа согласился. Теперь это их стандарт. Это к вопросу о том, что настоящий партнер-производитель добавляет ценность не только изготовлением, но и экспертизой.
Думается, что компания с таким штатом техников и персонала НИОКР, как у Баоцзи Хуаюань, работает по схожему принципу. Высокая отправная точка — это не только про оборудование, но и про культуру производства, где инженер имеет право голоса и может предложить лучшее решение клиенту, даже если это немного усложнит процесс на их стороне.
Взгляд в будущее: что будет меняться
Рынок не стоит на месте. Сейчас все больше говорят о цифровизации и ?инструменте 4.0?. Пока что для нашего сегмента это чаще маркетинг, но некоторые тренды просматриваются. Например, встраивание RFID-меток в неметаллические части для отслеживания срока периодических испытаний. Или использование новых композитов с углеродным волокном для облегчения веса без потери прочности. Проблема в том, что такие инновации резко бьют по себестоимости, а энергетика — консервативная отрасль, где внедрение нового идет медленно.
Тем не менее, двигаться в этом направлении нужно. Пусть не сразу в серию, но как пилотные проекты и R&D. Производитель, который хочет оставаться на плаву, должен часть ресурсов тратить на такие разработки. Судя по тому, что компания позиционирует себя как современное высокотехнологичное предприятие, они наверняка ведут подобные наработки. Вопрос в том, насколько быстро они смогут вывести их на уровень коммерческого продукта, который будет востребован.
В конечном счете, быть надежным производителем изоляционного инструмента — это не про то, чтобы один раз сделать всё правильно. Это про постоянный процесс: отбор материалов, контроль на каждом этапе, диалог с клиентом и готовность к долгой возне с мелочами. Именно эти мелочи, вроде той самой пыли при склейке, и определяют, будет ли инструмент десятилетиями работать на подстанции или отправится в утиль после первого же сезона. И кажется, что те, кто это понимает, как раз и занимают свои ниши — будь то в Баоцзи или где-либо еще.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Дренажная линия изолированного стержневого типа
Дренажная линия изолированного стержневого типа -
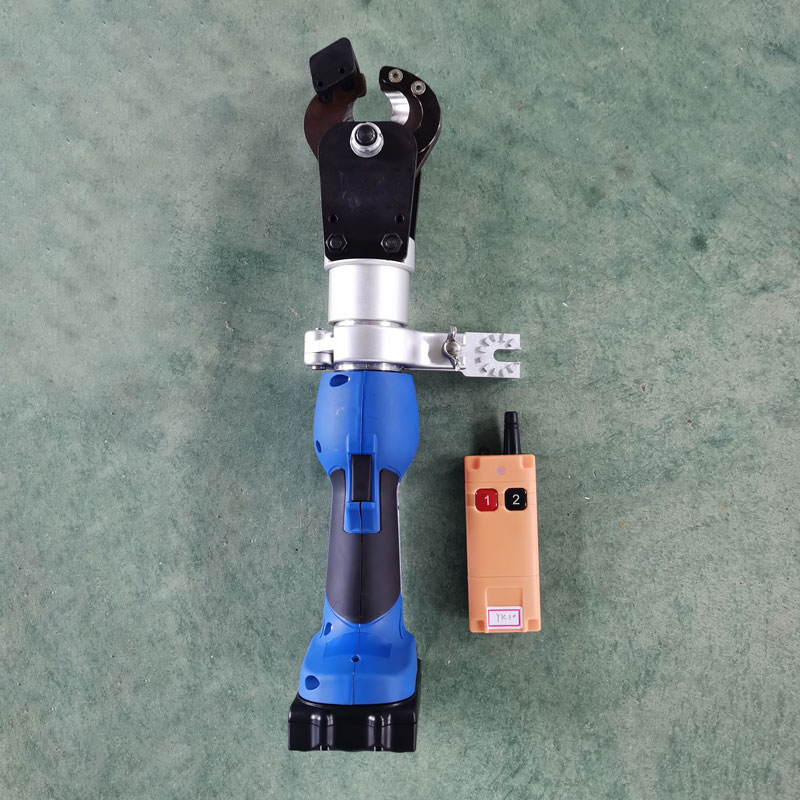 Перезаряжаемый гидравлический резак с беспроводным дистанционным управлением
Перезаряжаемый гидравлический резак с беспроводным дистанционным управлением -
 Квадратная мешок
Квадратная мешок -
 Фиксирующий стержень с двойной головкой
Фиксирующий стержень с двойной головкой -
 Телескопическая рабочая штанга из круглой трубы
Телескопическая рабочая штанга из круглой трубы -
 Изолированная башня аварийного ремонта
Изолированная башня аварийного ремонта -
 Измеритель диаметра проволоки типа изолированного стержня
Измеритель диаметра проволоки типа изолированного стержня -
 Свинцовый крепежный стержень
Свинцовый крепежный стержень -
 Электрическая лебедка постоянного тока
Электрическая лебедка постоянного тока -
 Универсальный самоблокирующийся зажим
Универсальный самоблокирующийся зажим -
 Изолированные спасательные крючки
Изолированные спасательные крючки -
 Многофункциональная опорная рама для трехфазного провода с потенциалом заземления
Многофункциональная опорная рама для трехфазного провода с потенциалом заземления
Связанный поиск
Связанный поиск- Ведущая страна среди основных покупателей наборов развальцованных гаечных ключей 6 32
- Поставщики высоковольтных обходных кабелей
- Подъемный стержень кабельной дуги основная страна покупателя
- Дренажная проволока производитель
- Зажим специальной формы для заземления основная страна покупателя
- инструмент для установки смесителя
- Строп поставщик
- Установка для низковольтного обходного кабеля
- Поставщики наборов гаечных ключей 12 штук
- инструмент для установки резьбовых заклепок